Inconel 718
概览
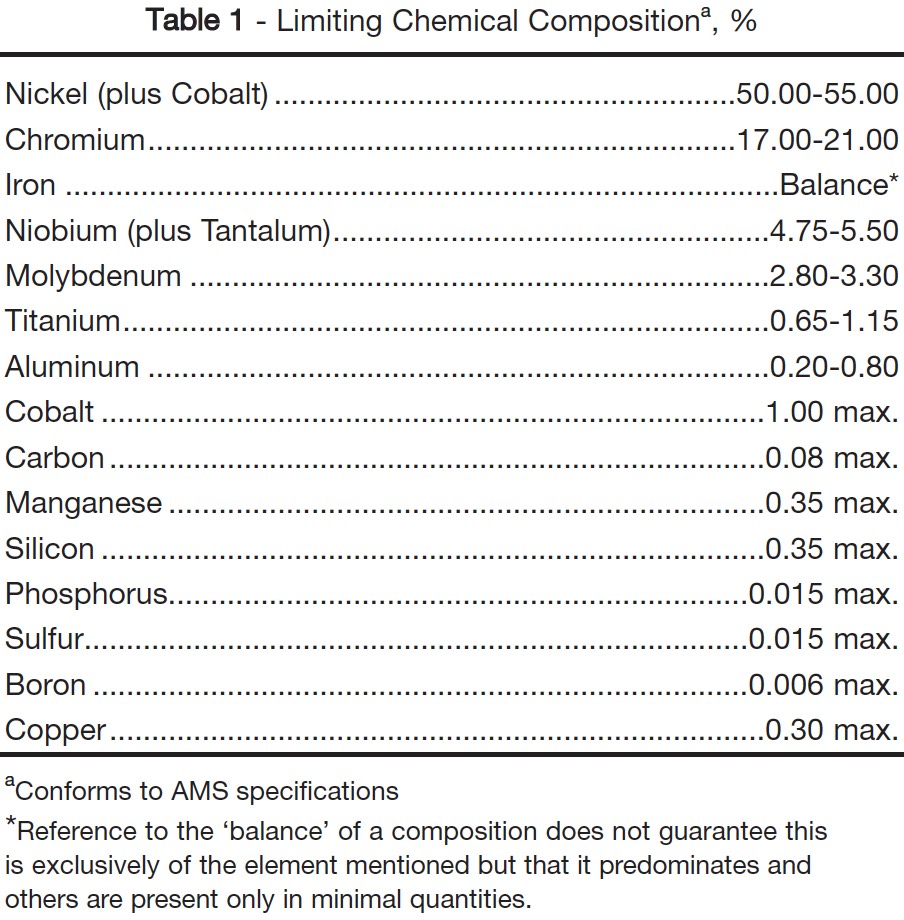
INCONEL® 合金 718 (UNS N07718/W.Nr. 2.4668) 是一种耐腐蚀的镍铬高强度材料, 适用于 -423° 到 1300°F(华氏温度)。典型的成分限制见表 1。
这种可进行时效硬化的合金加工容易,甚至可以制成复杂零件。尤其是它在焊接过程中,特别是对焊后裂纹的抵抗能力,表现出色。
INCONEL 合金 718 的加工既容易又经济,加之其良好的抗拉、疲劳、蠕变和断裂强度,使得它在广泛的应用领域中占有一席之地。这些应用包括液体燃料火箭的组件、环、外壳以及用于飞机和陆基燃气轮机的各种成型金属板零件,还有低温储存罐。它也用于制造紧固件和仪器部件。
物理常数及热性质
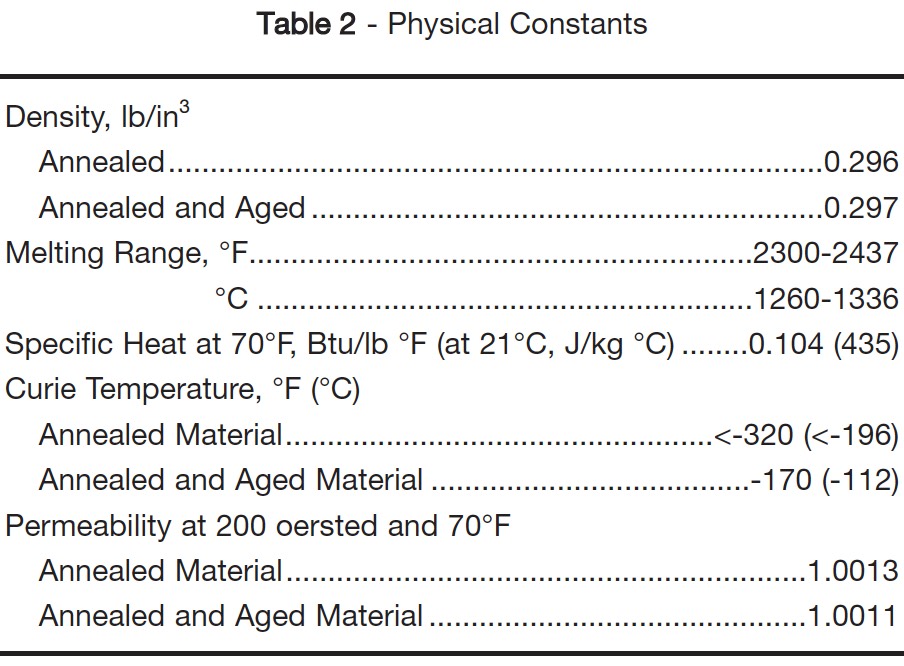
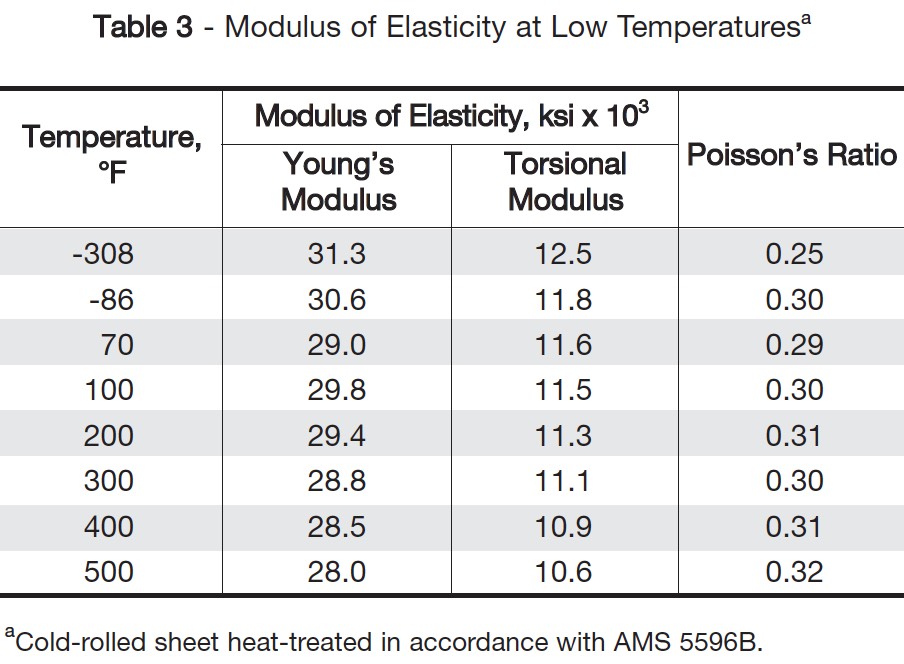
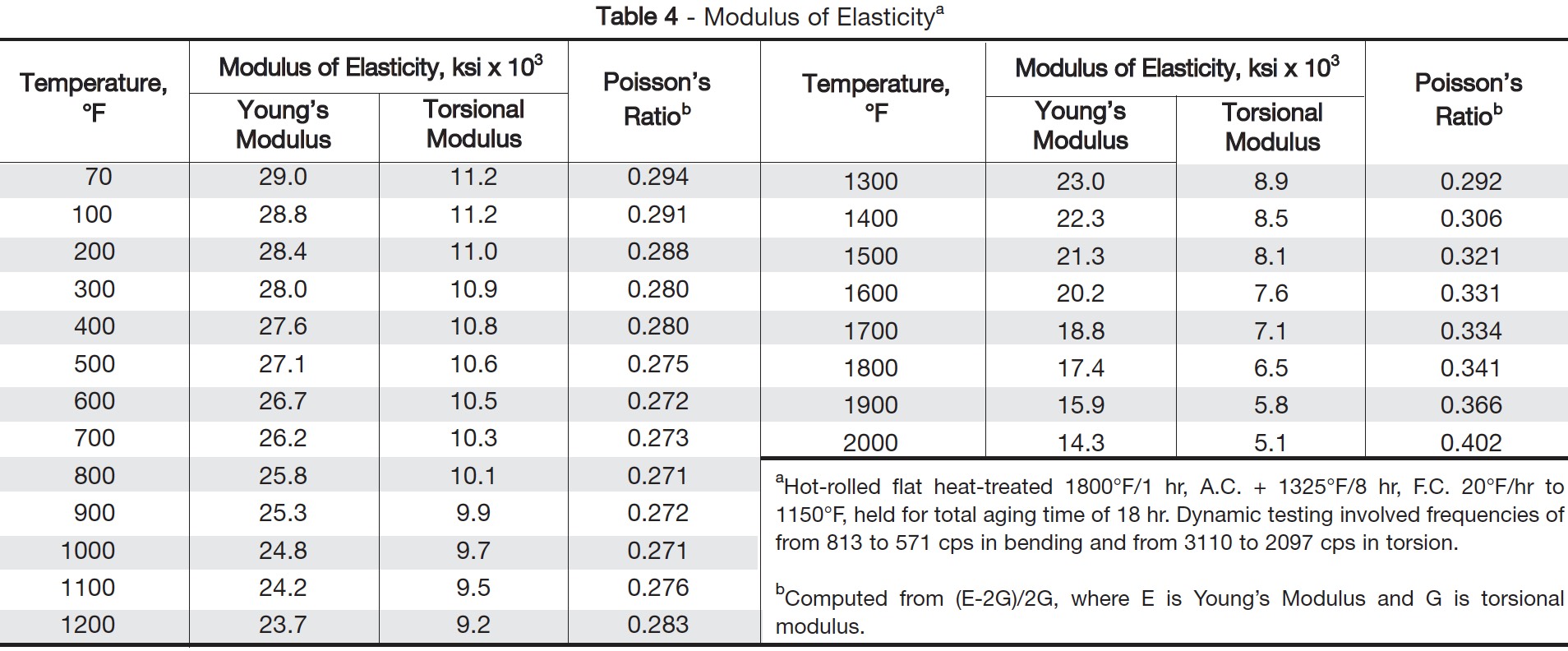
INCONEL 合金 718 的部分物理常数见表 2。模量数据见表 3 和表 4,热性质见表 5。这些表中的数值会根据所测试样品的成分和状态略有变化。这些数据是典型值,但不适合作为规格书的依据。

热处理及机械性能
对于大部分用途而言,INCONEL alloy 718 需要经过固溶处理和沉淀硬化来达到使用标准,这两个术语指的是通过热处理促使合金中的某些成分(如镍与铝、钛、铌的复合物)形成固体颗粒,这些颗粒均匀分布在合金基体中,从而提高合金的硬度。此过程通常在1100到1500°F(约593到816°C)的温度范围内进行。为了确保这一化学反应正确进行,合金中的关键元素(铝、钛、铌)必须完全溶解在合金基体中,否则无法形成正确的沉淀相,进而影响合金的最终强度。因此,首先需要通过固溶热处理(也称为固溶退火)来准备材料。
INCONEL alloy 718 通常采用两种热处理方法:
- 先在1700到1850°F(约927到1010°C)进行固溶退火,然后迅速冷却,通常采用水冷,接着在1325°F(约718°C)进行沉淀硬化8小时,炉内冷却至1150°F(约621°C),保持18小时以完成时效处理,最后空气冷却。
- 或者在1900到1950°F(约1038到1066°C)进行固溶退火,之后同样迅速冷却,继而在1400°F(约760°C)进行沉淀硬化10小时,炉内冷却至1200°F(约649°C),保持20小时以完成时效处理,最后空气冷却。
如果材料需要加工、成型或焊接,它通常在轧制退火或应力释放的状态下进行采购,确保在最易于加工的状态下进行制作。加工完成后,根据具体规范的要求,可以进行必要的热处理以达到最终的性能标准。
1700°-1850°F退火与时效处理
正如前文所述,进行1700°到1850°F的退火和相应的时效处理,对于合金718而言,是实现断裂寿命、缺口断裂寿命与断裂韧性最佳组合的关键热处理方法。这种处理方式还能带来最高的室温拉伸和屈服强度。此外,由于这一处理过程能够形成细小的晶粒结构,因此能够显著提升材料的疲劳强度。
在这种处理状态下,材料能达到的最基本性能要求包括:
1900°-1950°F 固溶处理及时效处理
在抗拉性能要求较高的应用场合,如上图所示的 1900°-1950° 温度范围内的固溶处理及其随后的时效处理是首选方案。这是因为该处理能够在较厚的材料截面中提供最优的横向延展性、抗冲击能力以及优异的低温缺口抗拉强度。然而,这种处理方式也可能导致材料在承受长期应力作用时出现缺口脆性。
经过如上所述的沉淀硬化处理后,材料将达到特定的性能要求:
其他热处理方式
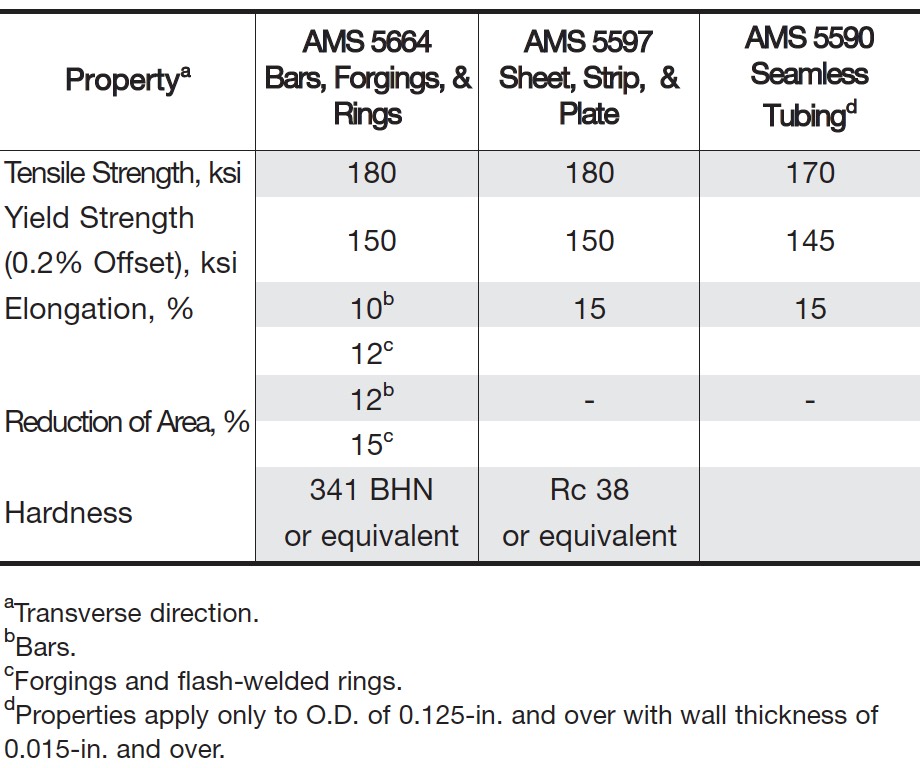
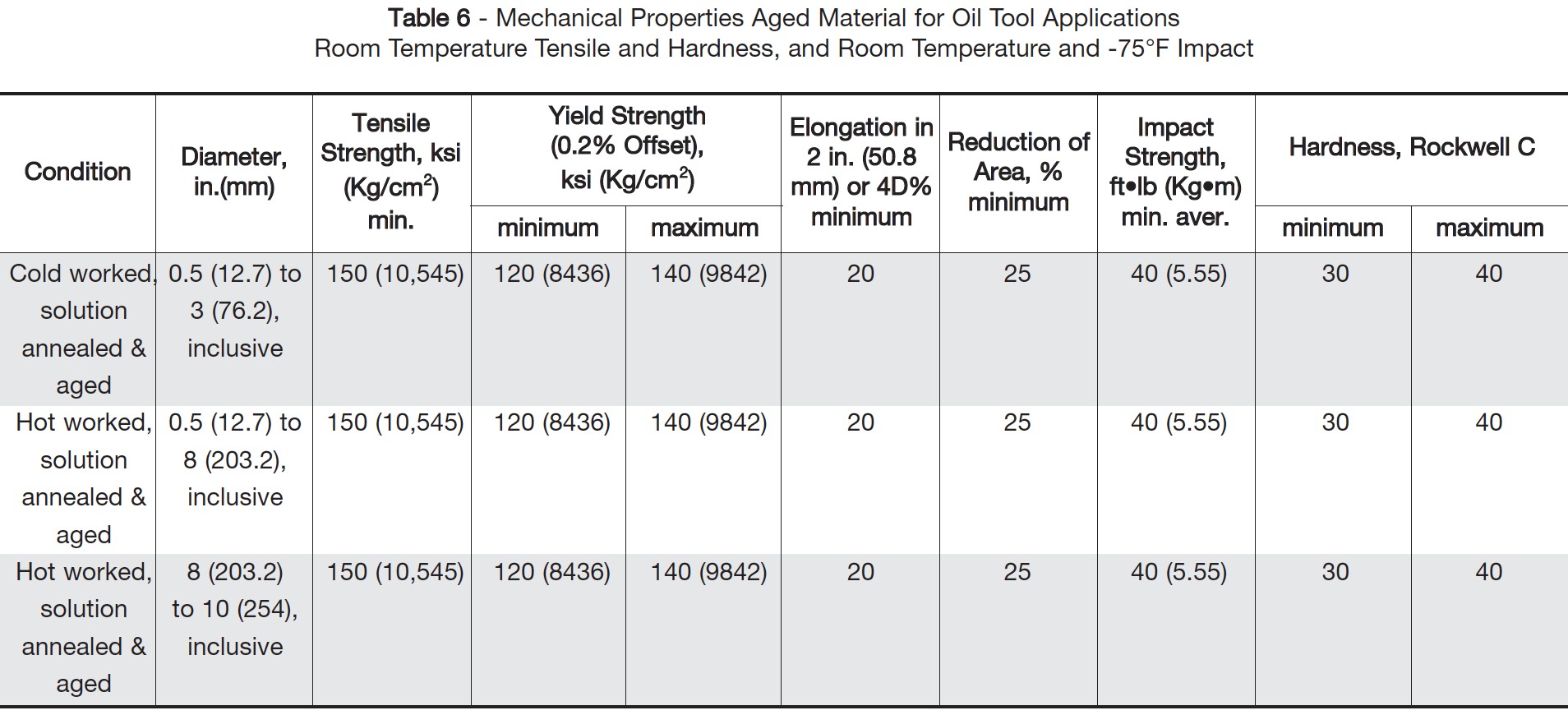
INCONEL 合金 718 主要用于油田领域。按照 NACE MR0175 规范生产的这种材料,其固溶处理及时效后的硬度必须不超过 40 Rockwell “C”。典型的处理方法是,材料在 1010-1038°C 范围内进行固溶热处理,随后在 788°C 进行时效处理,持续 6 至 8 小时,并通过空气冷却。表 6 展示了该材料应达到的机械性能指标。根据需要的特定性能,INCONEL 合金 718 会采用多种专有热处理方法。这些热处理流程通常由与材料供应商无关的公司或机构独立开发;因此,关于具体流程、公差及最终性能的讨论,应与开发它们的公司或机构进行。
接下来各部分所示数据虽为典型值,但不应用作正式规格依据。
室温下的拉伸性能
下面的数据展示了上述固溶和时效处理对不同产品在室温下性能的影响。更多相关性能信息,包括高温与低温拉伸性能、疲劳强度和焊接性能等,将在后续章节中详细介绍。
热成型产品性能
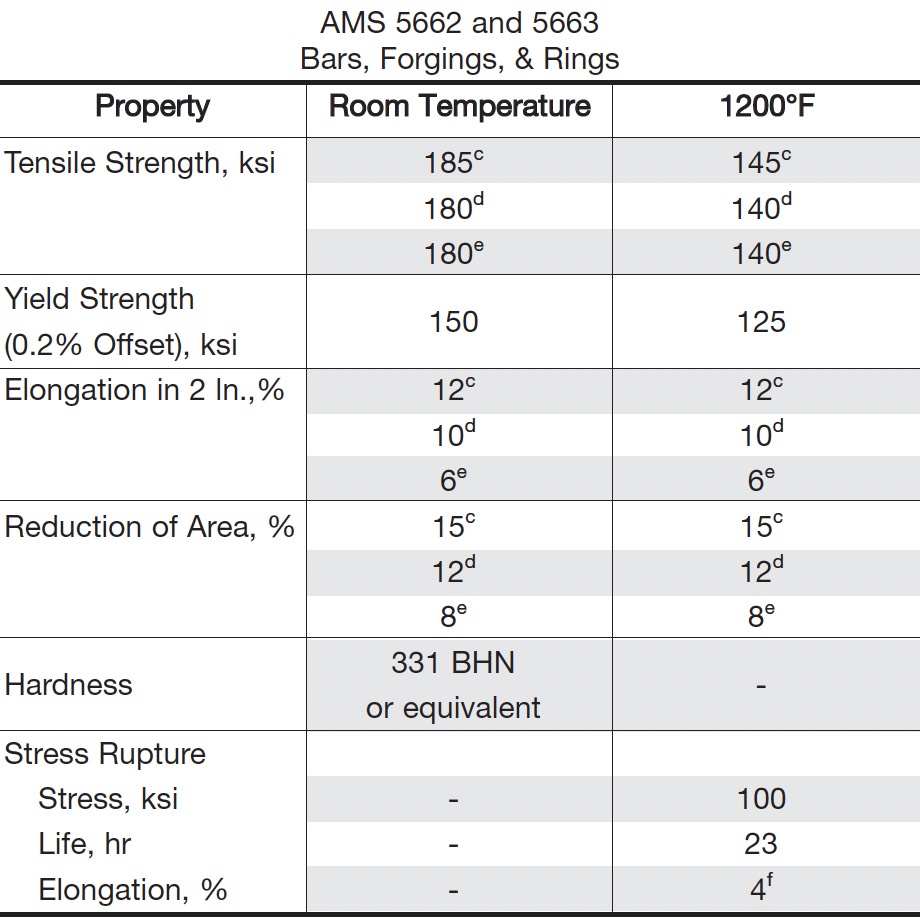
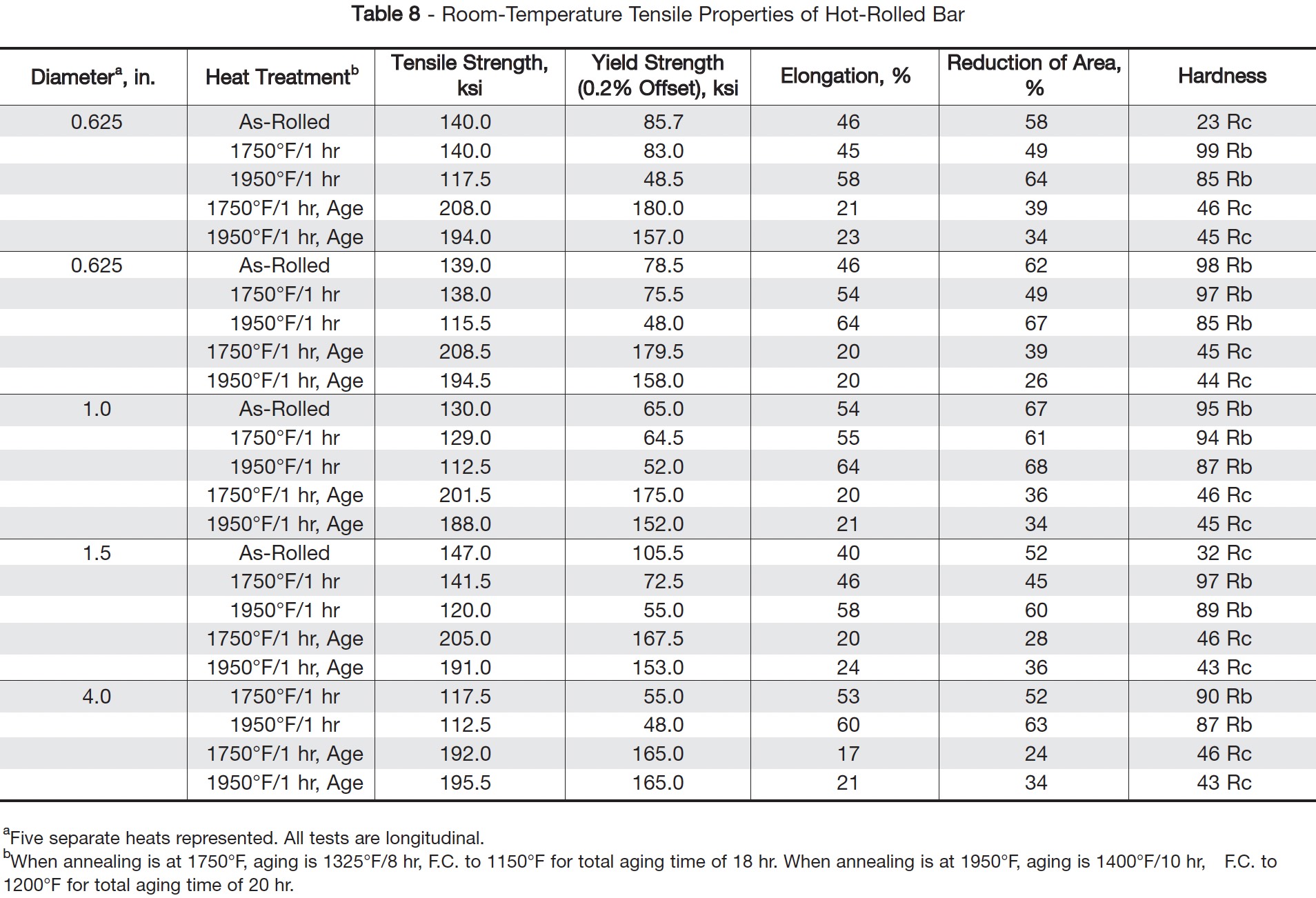
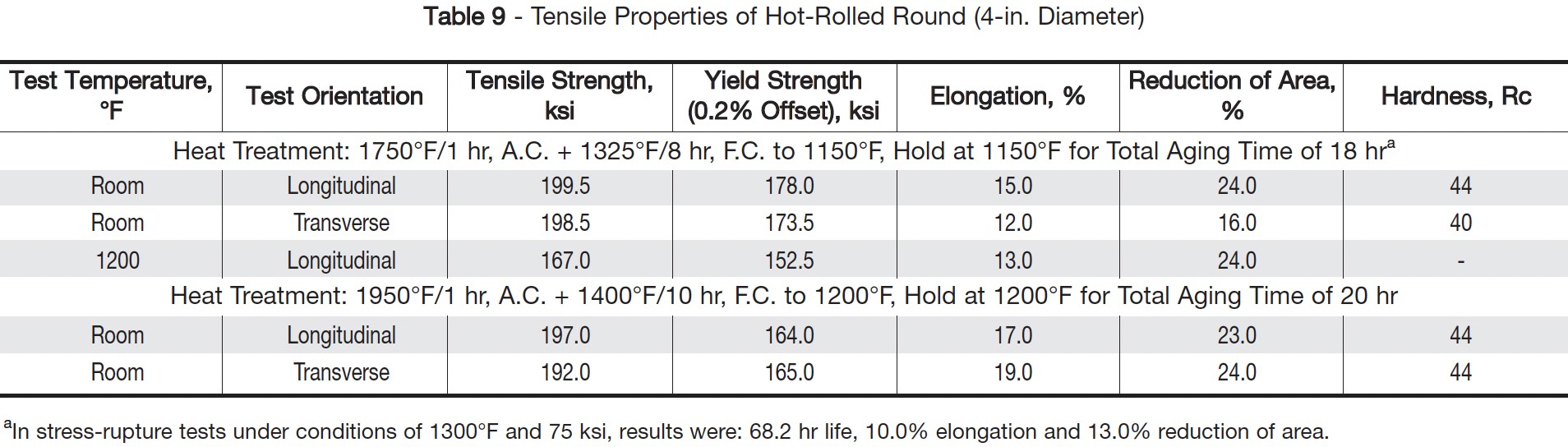
表 7 展示了经 1750° 或 1950°F 热退火处理的热轧圆棒性能。表 8 详述了在 1750° 或 1950°F 进行退火及其后的时效处理,对不同直径的棒材性能的影响。热轧圆棒采用的两种不同退火和时效程序产生的性能在表 9 中进行了对比。

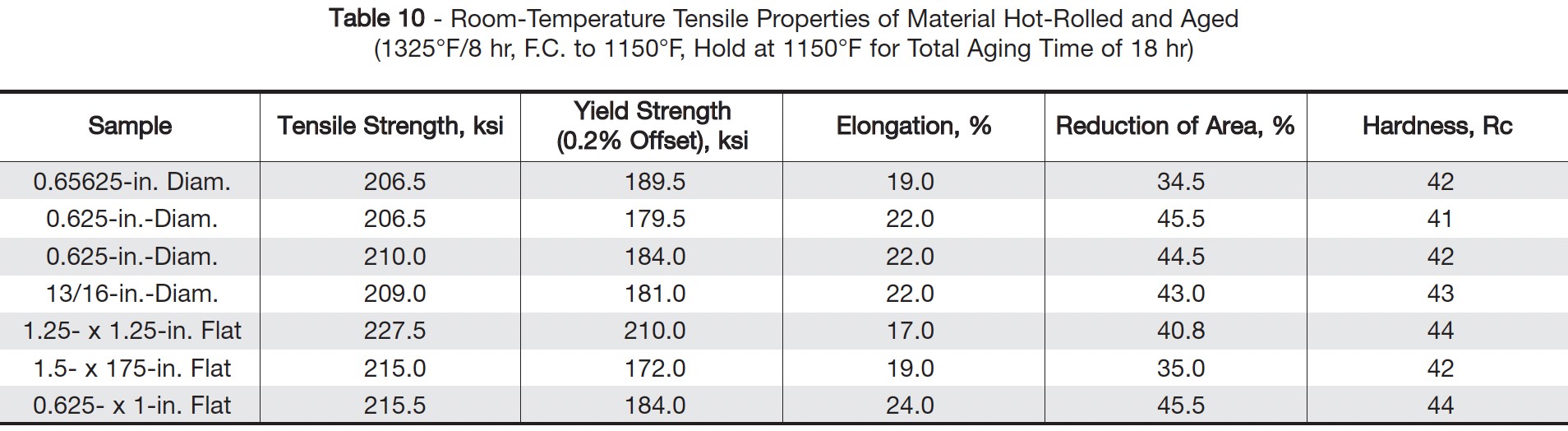
对不同尺寸样本进行直接时效处理(1325°F/保温时间,8小时,然后快冷至 1150°F,并在 1150°F 保持总时效时间为 18 小时)的影响在表 10 中展示。
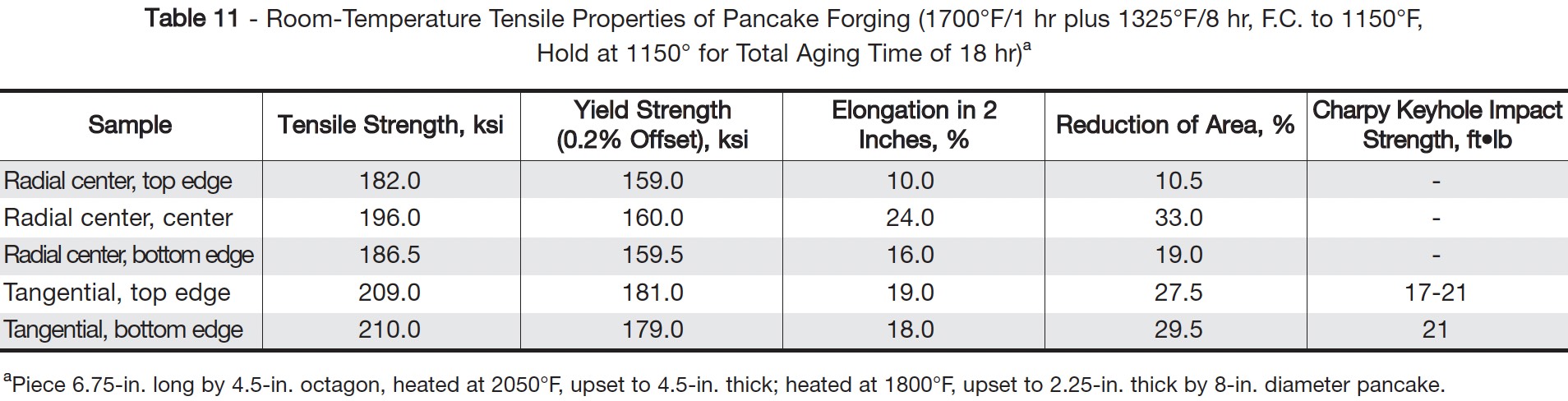
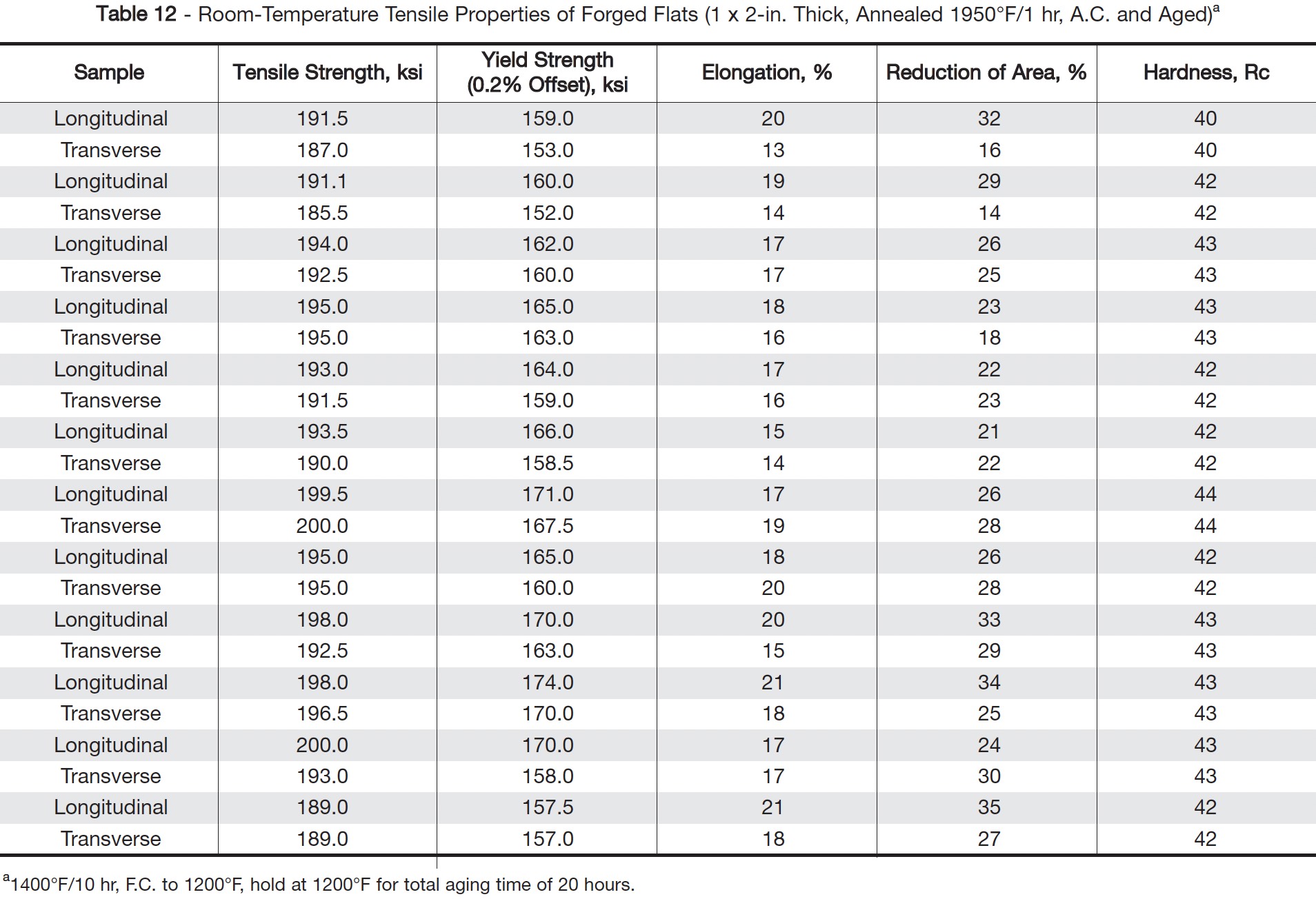
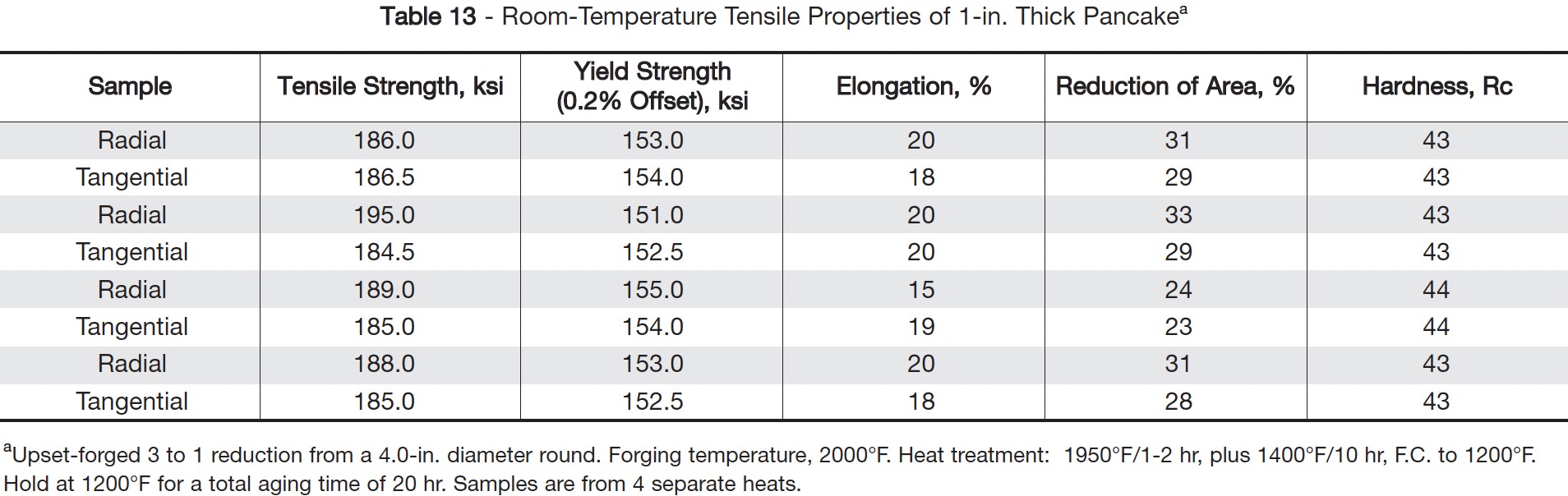
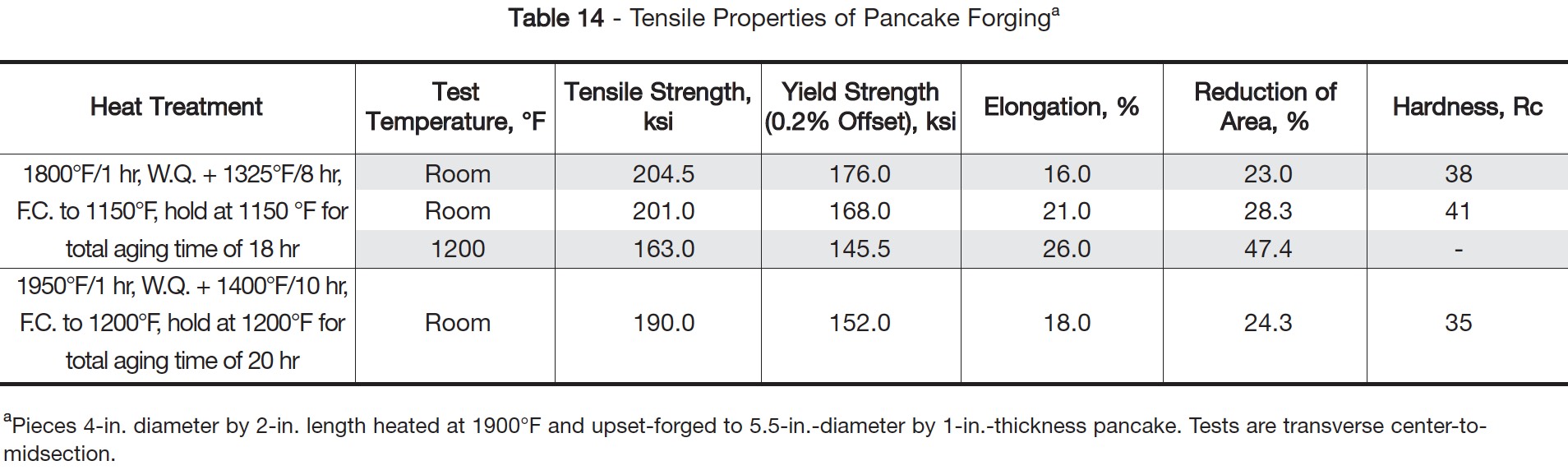
从不同位置取样的,经 1700°F 退火并时效的圆饼型锻件性能在表 11 中展示。经 1950°F 退火并时效处理的锻造产品性能在表 12 和 13 中展示。对圆饼型锻件进行的两种退火和时效处理的效果对比在表 14 中展示。
冷加工产品性能
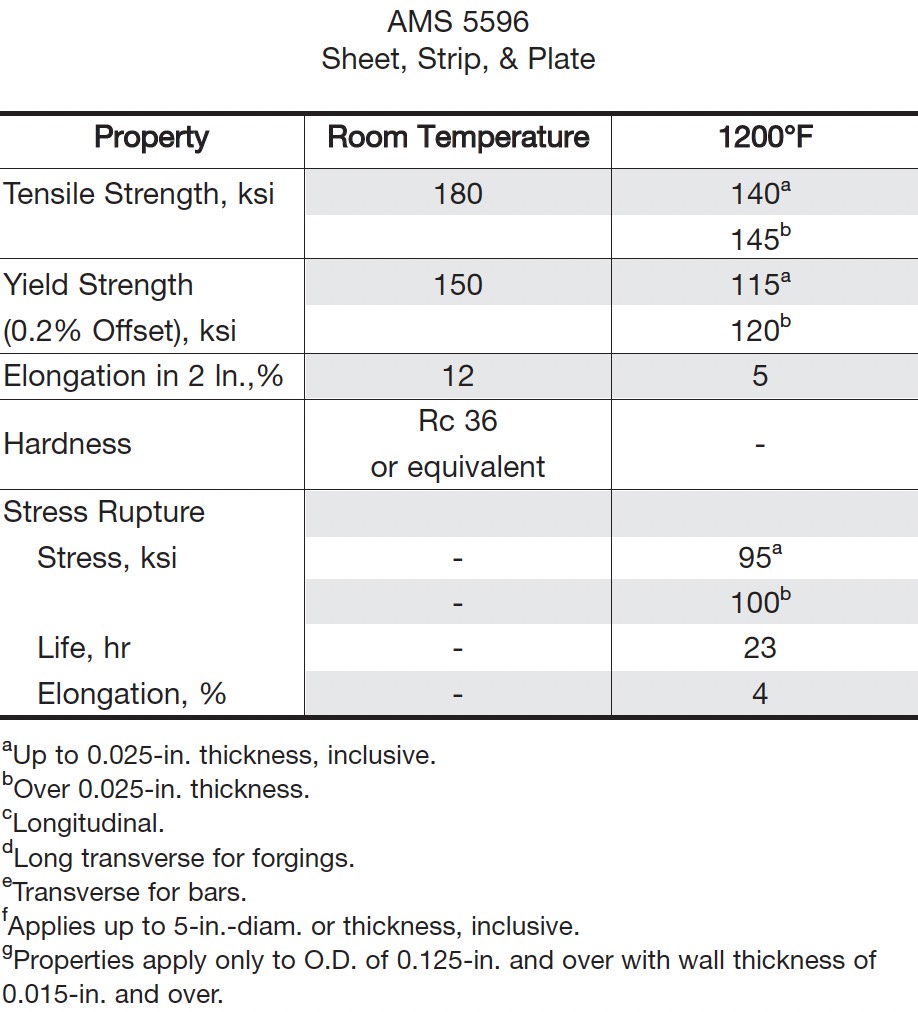
表 15 展示了经过在 1325°F(约 718°C)下时效 8 小时,随后快速冷却至 1150°F(约 621°C),并在该温度下保持,以达到总时效时间 18 小时处理的冷轧板材性能。表 16 揭示了按照 AMS 5597 标准进行热处理后,不同厚度材料的性能变化。
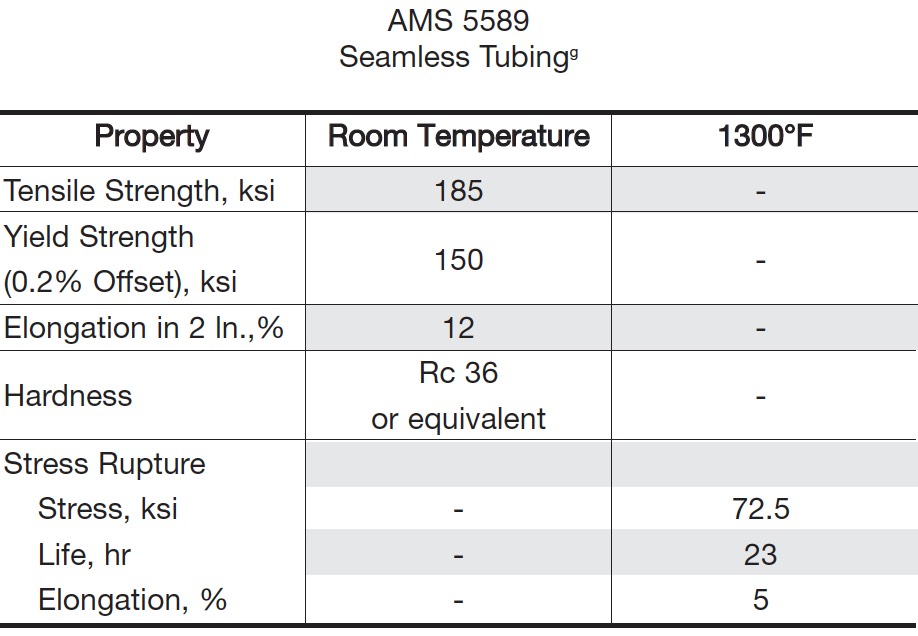
表 17 则提供了一些管材的性能数据。